
\ Posiblemente la mejor opción de EDM del mundo
La experiencia ONA es tu mejor elección; el equipo humano más experto en EDM junto a un enfoque tecnológico orientado a ofrecer soluciones técnicas personalizadas donde el foco está siempre puesto en la necesidad particular de cada cliente y en su rentabilidad futura.
Y todo ello con la garantía de calidad y fiabilidad de la marca pionera en EDM con más de 60 años de experiencia en desarrollar soluciones técnicas adaptadas a las necesidades de clientes alrededor del mundo.
Si estás pensando en EDM, posiblemente, ONA es la mejor elección.

98%
Eficiencia general de equipo (CEE)

60
países de los 5 continentes con máquinas ONA

15.000
máquinas instaladas en todo el mundo

70
configuraciones diferentes de máquinas de grandes dimensiones
PRODUCTOS



CASOS DE ESTUDIO

AarKel alcanza nuevos niveles de excelencia en el mecanizado por electroerosión con ONA.
AarKel ha logrado destacarse en el mecanizado por electroerosión gracias a la colaboración con ONA con la implementación de los modelos ONA QX8 y ONA IRIS T10 C2 ha

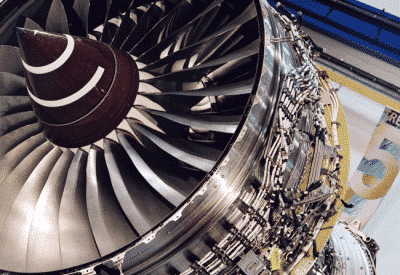
Tecnología Fasthole de ONA: la solución avanzada para turbinas más eficientes
ONA revoluciona la perforación de agujeros en el sector aeronáutico con su tecnología Fasthole. Permite producir agujeros complejos en cualquier material conductor con acabados perfectos

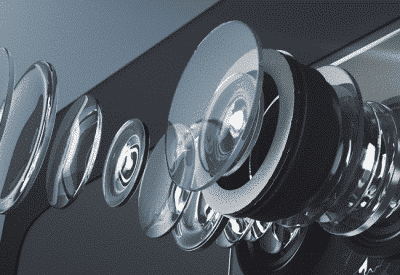
Electroerosión por Microagujeros MF5: Precisión y reducción de costes
La Electroerosión por microagujeros del modelo MF5 garantiza la precisión y reducción de costes en el proceso de fabricación de inyectores

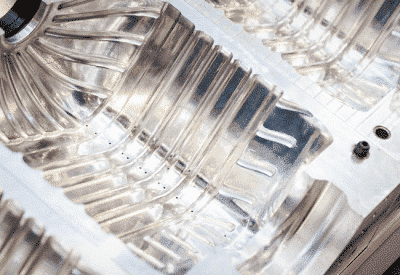
Alcapur Soperfect confía en ONA para producción de piezas complejas
Ser especialistas en fabricación de moldes de gran complejidad conlleva contar siempre con la colaboración de los mejores proveedores del mercado.
\ CASOS DE ESTUDIO
SECTORES

\ SECTORES


NOTICIAS
ONA participa en diferentes proyectos HAZITEK: CIBEREGA y ACCUBASK
CIBEREGA y ACCUBASK. Todas las actuaciones han sido cofinanciadas por el Gobierno Vasco y la Unión Europea a través del Fondo Europeo de Desarrollo Regional 2021 -2027 (FEDER).
ONA EDM avanza en la descarbonización
El proyecto MTPRINT pretende desarrollar una herramienta de cálculo de la Huella de Carbono Corporativa específica para el sector
\ NOTICIAS
ONA participa en diferentes proyectos HAZITEK: CIBEREGA y ACCUBASK
CIBEREGA y ACCUBASK. Todas las actuaciones han sido cofinanciadas por el Gobierno Vasco y la Unión Europea a través del Fondo Europeo de Desarrollo Regional 2021 -2027 (FEDER).
ONA EDM avanza en la descarbonización
El proyecto MTPRINT pretende desarrollar una herramienta de cálculo de la Huella de Carbono Corporativa específica para el sector